ולידציה – Function Design Specification – FDS
This article was written by Iian Shaya, validation,automation and control expert
The Function Design Specification (FDS) is part of the validation documentation that details the solution to be provided to meet the user's requirements. It should be approved by the user and should form the basis of the design for both hardware (HW) and software (SW) designs.
The FDS provides the basis of the design of the system and is used to verify and validate the system during the testing, ensuring all the required functions are present and that they operate correctly. It details all the functions, operator interactions control and sequencing associated with the system, thus allowing the user to confirm, before the system is developed that the proposed solution fully meets its requirements.
FDS Contents
The FDS is structured in a relatively standard fashion, with predetermined chapters and sections, where the final contents are tailored according to the type and size of the system under validation. The FDS presented here includes only to the technical contents. It does not include commercial and contractual requirements, which may also be generally included.
The main chapters and sections of an FDS protocol are:
Relationship to Other Documents – lists all documentation used in the production of the FDS. Includes suppliers' documents (such as URS) and drawings. Each document listed should include the document/drawing number and version number. This allows traceability as documents are updated throughout the project life cycle on any impact on the FDS.
System Overview
Process Overview – includes a description of the process being controlled; this may be taken from the URS, enhancing to detail the interaction with the control system.
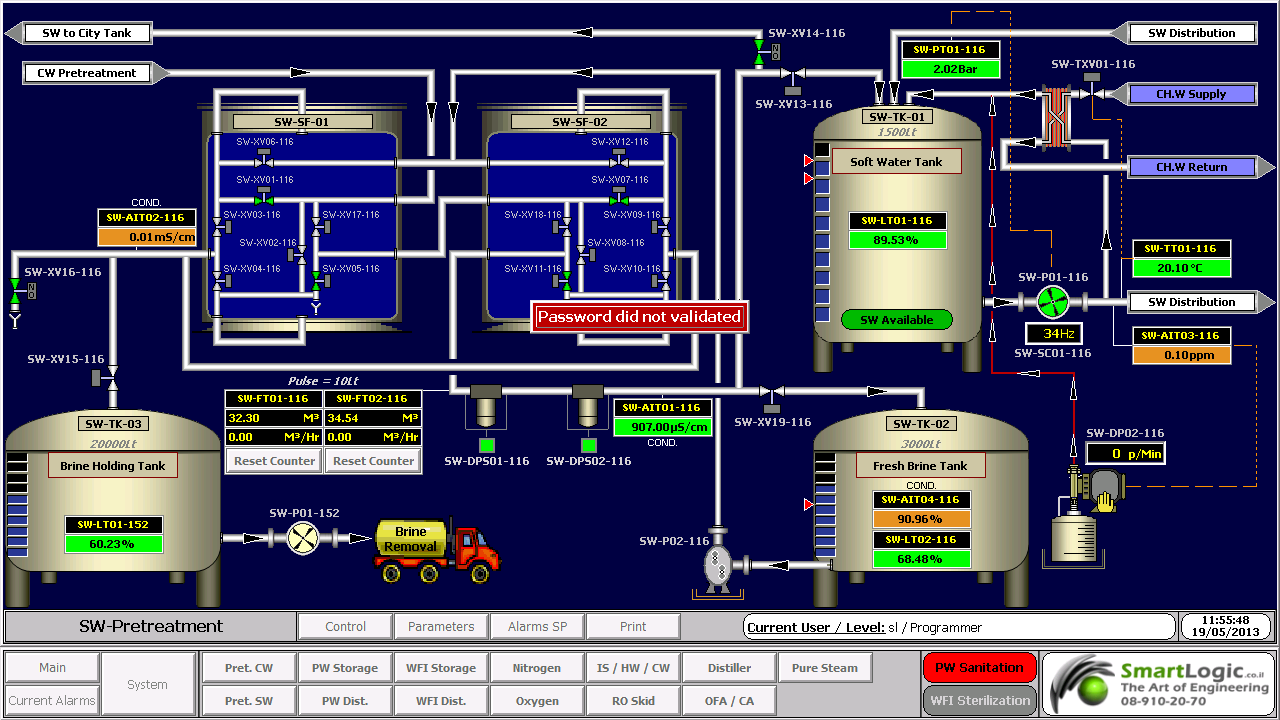
Control System Overview – includes detailed control system description, with all the components and interaction between the systems; block and network diagrams can be used to show in detail the system architecture
Scope and Limits of Supply
Scope of Supply – includes a list of deliverables, panels, computers, software, etc
Limits of Supply – includes all items outside the scope of the supply required by the project; where interfacing to 3rd party systems, constraints and assumptions should be included
System Functions and Facilities
Operation Modes – includes all modes of operation for the system
Functional Operation – divides each of the sequences functions into logical areas (determined by the process), and provide complete description of each area
Operator Requirements – describes the interface between the operator and the detailed function
Human/Machine Interface- HMI – details all points of operation, local terminals, remote terminal, message displays, push button stations, etc.
Report Outputs – the format of all reports generated by the system should be detailed, and that the format and explanation of the report contents should be included
System Data – all data gathered, generated or calculated by the system should be detailed
System Interfaces – provide complete details of all inputs and outputs from the control system
System Attributes
Availability – defines expected "working" time of the system between failures
Maintainability – details issues related to maintainability of the plant, in particular for systems that require regular maintenance to ensure the reliable operation
Transport and off loading
Power and services required
Connections to existing/3rd party systems
Changes to existing plant or hardware (HW) equipment
Changes to existing software (SW) systems
Training – details the formal and informal training to be supplied under the contract
Design Factors – details special factors relating to the design of the system, standards and methodologies to be followed for both the HW and SW development
Development Factors
Project Control – includes or makes reference to project plans and timescales, along with details of quality requirements, standards, test and integration and configuration management
Resource Requirements – includes the basic project team provided by the supplier, the access required to the customer's premises, and input and timing required by the customer into the project
Test procedures – including details of all test documentation and responsibilities for testing both offline and online
Module and Integration Testing
Factory Acceptance Testing (FAT) – performed at the suppliers premises
Site Acceptance Testing (SAT) – performed on completion of commissioning to demonstrate pre-handover system operation
:Note
As the final contents of the FDS are tailored according to the type and size of the system under validation, and this document is generic, it covers test procedures that may not be necessary in small or simple systems. The following sections cover the FDS issues that require further details
About the system functions and facilities in our next article FSD System Function & Facilities
This article was written by Iian Shaya, validation,automation and control expert