

אוטומציה ובקרה – Batch Control ANSI/ISA-88 – S-88 – בקרת אצווה
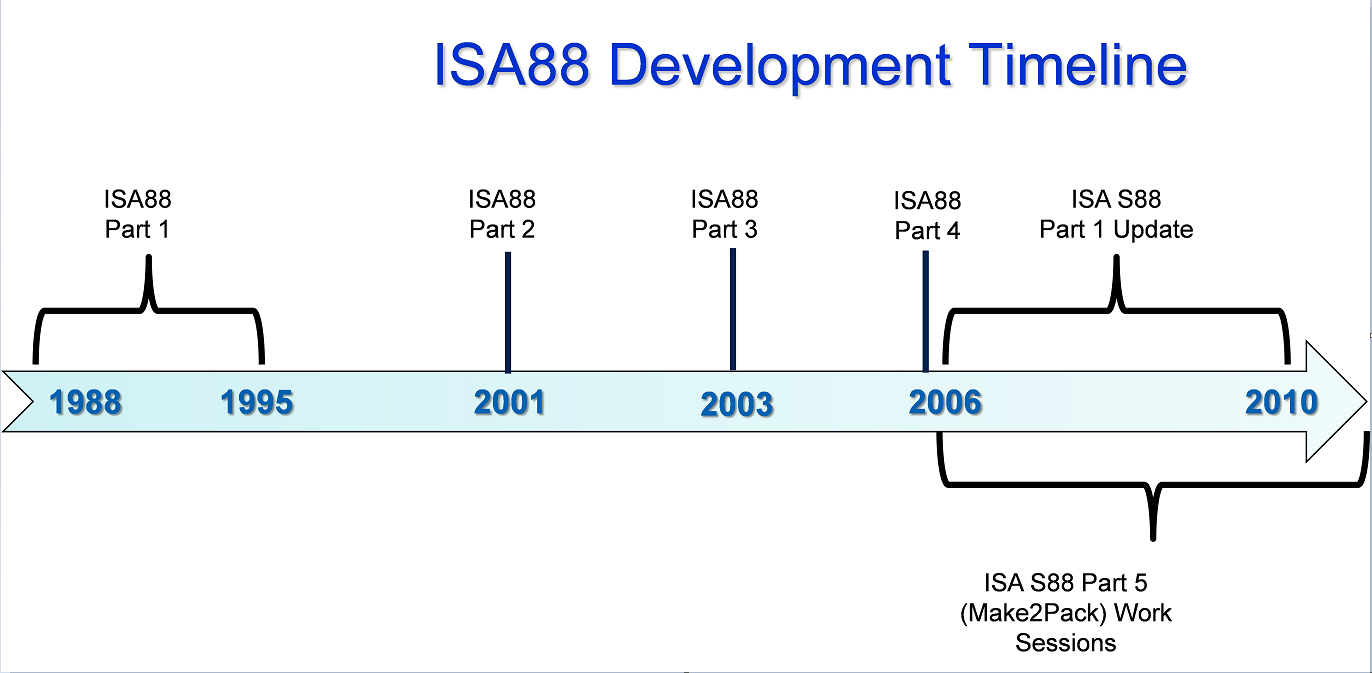
הקיצור S-88 מסמל את התקן ANSI/ISA-88 – S88. תקן זה מתייחס לבקרת אצווה Batch Control, ומהווה גישה תכנונית לתיאור ציוד ותהליך תכנון. תקן זה לא נועד לתוכנה בלבד; אלא משמש גם לתהליכים ידניים. התקן אושר ע"י ISA ב- 1995 ועודכן ב- 2010.
סמארטלוג'יק מתמחה בתכנון תהליך בתקן S-88 מאפיון Control-Modules דרך Equipment modules וכלה בפאזות תהליכיות. שירותי החברה מסתמכים על ידע וניסיון רב בעבודה עם מערכות מים, RO ,CIP, מזקקות, מערכות HVAC ,Utilities, ומודולים מוכנים סטנדרט S-88 שפיתחנו עבור מערכות אלו.
הגדרת ISA
International Society of Automation – ISA הינה אגודה טכנית ללא מטרות רווח, מיועדת למהנדסים, טכנאים, אנשי עסקים, מחנכים וסטודנטים, שעובדים, לומדים או מעוניינים באוטומציה תעשייתית ועיסוקים מקושרים לנושא, כגון מכשור.
ISA כוללת תחומים טכניים והנדסיים רבים, והינה אחת מהארגונים המובילים בעולם בקביעת סטנדרטים והדרכת אנשי מקצוע בתעשייה בנושא אוטומציה.
הגדרת ANSI
American National Standards Institute – ANSI הינה ארגון פרטי ללא מטרות רווח שמפקח על פיתוח תקנים מוסכמים בהתנדבות, עבור מוצרים, שירותים, תהליכים, מערכות וכוח אדם בארה"ב. ארגון זה גם מתאם בין תקנים אמריקאים ובינלאומיים, כך שמוצרים אמריקאים יוכלו להיות משווקים בכל העולם.
ANSI מאשרת תקנים מפותחים ע"י נציגים של ארגונים, סוכנויות ממשלתיות, קבוצות צרכנים, חברות, וגופים אחרים. תקנים אלו מבטיחים שתכונות וביצועי המוצרים הם אחידים, שהציבור משתמש באותם הגדרות ומינוחים, ושהמוצרים נבדקים באותה צורה. ANSI גם מספקת אישורים לארגונים שמסמיכים מוצרים או כוח אדם בהתאם לדרישות מוגדרות בתקנים בינלאומיים.
בקרת אצווה ANSI/ISA-88 – S-88
כללי
ועדת ANSI/ISA-88 פרסמה סדרת תקנים בנושא בקרת אצווה במערכות אוטומציה תעשייתיות.
תקן ,ANSI/ISA-88.00.01-2010, Batch Control Part 1: Models and Terminology מספק דגמים ומינוחים תקניים (סטנדרטיים) להגדרת דרישות בקרה עבור מפעלים שמייצרים אצוות.
תקן ANSI/ISA-88.00.02-2001, Batch Control Part 2: Data Structures and Guidelines for Languages, מגדיר דגמים של נתונים(data) שמתארים בקרת אצווה כפי שהיא משמשת במערכות אוטומציה תעשייתיות, מבני נתונים שמאפשרים קידום תקשורות פנימיות וגם בין יישומי בקרת אצווה שונים, והנחיות לגבי שפות שמייצגות מתכונים (recipes).
תקן ANSI/ISA-88.00.03-2003, Batch Control Part 3: General and Site Recipe Models and Representation, מגדיר דגם עבור מתכונים כלליים ומקומיים; פעילויות שמתארות את שימוש המתכונים הכלליים והמקומיים במסגרת חברה אחת ובין חברות שונות; ייצוג מתכונים כלליים ומקומיים; ודגם נתוני מתכונים כלליים ומקומיים.
תקן ANSI/ISA-88.00.04-2006, Batch Control Part 4: Batch Production Records, מספק הגדרה מפורטת עבור רישומי ייצור אצוות, וקובע דגם ייחוס לפיתוח אפליקציות לאחסנת ו/או המרת רישומי ייצור אצוות. יישומים מבוססים על תקן זה מאפשרים אחזור, ניתוח ודיווח של רישומי ייצור אצוות נבחרים.
ייעוד והיקף S-88
S-88 מיועד לאספקת תקנים והרגלי עבודה מומלצים לתכנון והגדרת מערכות בקרת אצווה בתעשיות עם בקרת תהליכים.
S88 מספק הנחיות לפיתוח וספציפיקציות של מערכות בקרת אצווה. הנחיות אלו גם מבוססות על תקנים והרגלי עבודה מומלצים ע"י ISA וארגונים אחרים, וגם משלים את התקנים וההמלצות הנ"ל. הנושאים שיילקחו בחשבון להכללתם ע"י הועדה הם:
- הגדרת מונחים ספציפיים למערכות בקרת אצווה, שתעודד הבנה בין יצרנים ומשתמשים.
- הגדרת שפה סטנדרטית למבנה נתונים של בקרת אצווה, שתקל על תכנות, על פעילויות קונפיגורציה, ועל תקשורת בין הרכיבים השונים של המערכת.
- הגדרת מבנה נתונים סטנדרטי למערכות אצווה, שיקל על פעילויות תקשורת הנתונים במסגרת אדריכלות המערכת.
- קביעת אדריכלות בקרת אצווה סטנדרטית שמגדירה את הדגמים הפיזי ופונקציונאלי. הדגם הפיזי הוא המבנה ההיררכי שמקשר בין ציוד הבקרה לבין תקשורות הנתונים הנחוצות לאזורים הפיזיים המעורבים בבקרת האצווה. הדגם הפונקציונאלי מציג את הקישורים בין חמשת סוגי הבקרה: ניהול המתכונים, לו"ז, בקרה סדרתית(sequential) , בקרה תקנית (regulatory), מערכות חיגור (interlock)
- לבטיחות.
סמארטלוג'יק מבצעת פרויקטי אוטומציה ובקרה מודולארית למתקני יצור תוך שימוש בתקן S-88













